鏡面の微細疵を可視化|TR-300が6インチシリコンウェハの研磨痕を鮮明に
鏡のようにツルツルに磨かれた面は、見た目には美しい。けれども外観検査の世界では、この「鏡面(ミラー面)」こそが最も手強い相手のひとつです。鏡は照明をそのまま跳ね返してしまうため、カメラには照明そのものが映り込み、肝心の表面の微細な疵は反射光に埋もれて写りません。
このたび株式会社TOMOMI RESEARCHは、AIビジュアル検査システム「TR-300」を用いて、6インチシリコンウェハの鏡面上にある微細な疵(研磨痕・スクラッチ)を、照明の正反射に影響されず鮮明に可視化することに成功しました(社内技術実証)。本記事では、「鏡では撮れないはずの疵を、どうやって見たのか」を、ビフォー/アフターの実画像とともに読み解きます。
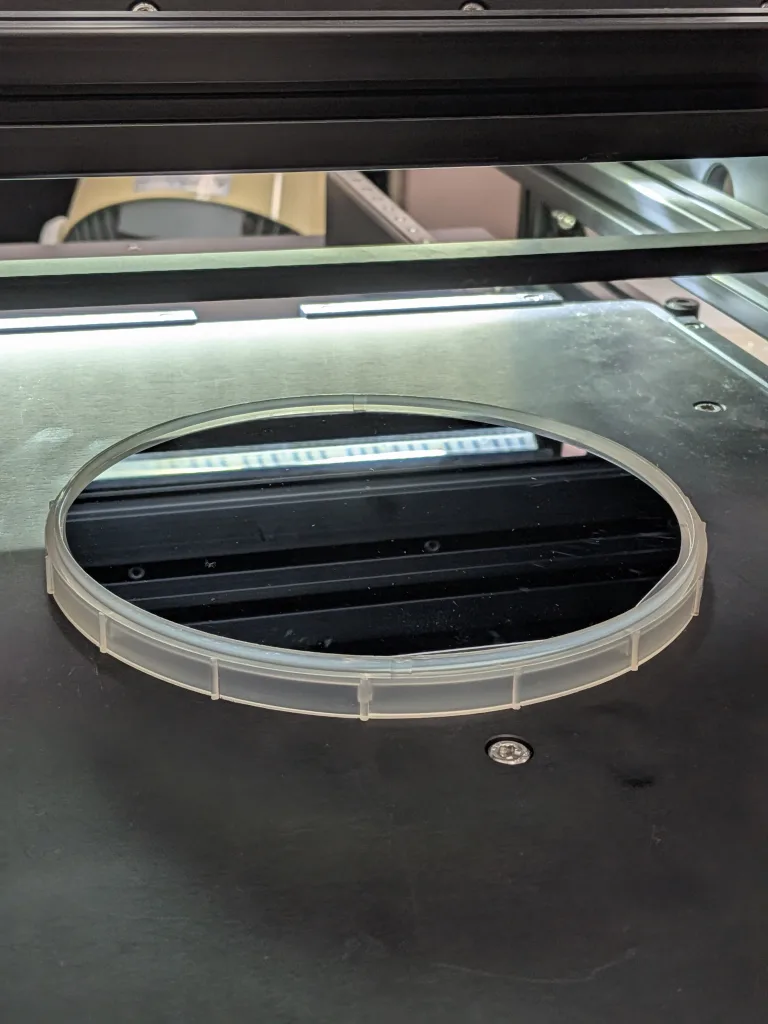
TR-300検査ステージ上のプラスチックリングに載った6インチシリコンウェハ。鏡面にLED照明バーが映り込んでいる様子
なぜ鏡面の検査はこれほど難しいのか
外観検査の多くは、対象に光を当て、その反射光(=明るさ、輝度)をカメラで撮って疵を探します。表面に凹凸や疵があれば、そこで光の反射が乱れ、明暗のムラとして写る ― これが基本の考え方です。
ところが鏡面は、当たった光をほぼそのまま一方向に跳ね返す「正反射(鏡面反射)」を起こします。その結果、カメラに飛び込んでくるのは照明そのものの像であり、画面の大半は真っ黒に沈むか、照明が白く映り込むかのどちらか。表面のわずかな研磨痕やスクラッチは、強烈な反射光に呑み込まれてしまいます。
つまり鏡面では、「疵を明るさの違いとして捉える」という従来の前提そのものが崩れます。鏡面の微細疵を照明の映り込みに左右されずに撮像することは、従来きわめて困難とされてきました。
ビフォー/アフター ― 真っ黒な鏡面に、疵が浮かび上がる
今回の実証結果を、まず画像でご覧ください。
ビフォー(通常撮像) では、6インチウェハの鏡面はほぼ真っ黒。目を凝らしても、ごく薄い擦り傷の筋がわずかにわかる程度で、表面状態の判断はほとんどできません。
アフター(TR-300の処理結果) では、均一なグレーの面の上に、同心円状(円弧状)の研磨痕やスクラッチが立体的に、くっきりと浮かび上がります。肉眼でも通常カメラでも捉えられなかった微細な疵が、はっきりと「見える」状態に変わりました。
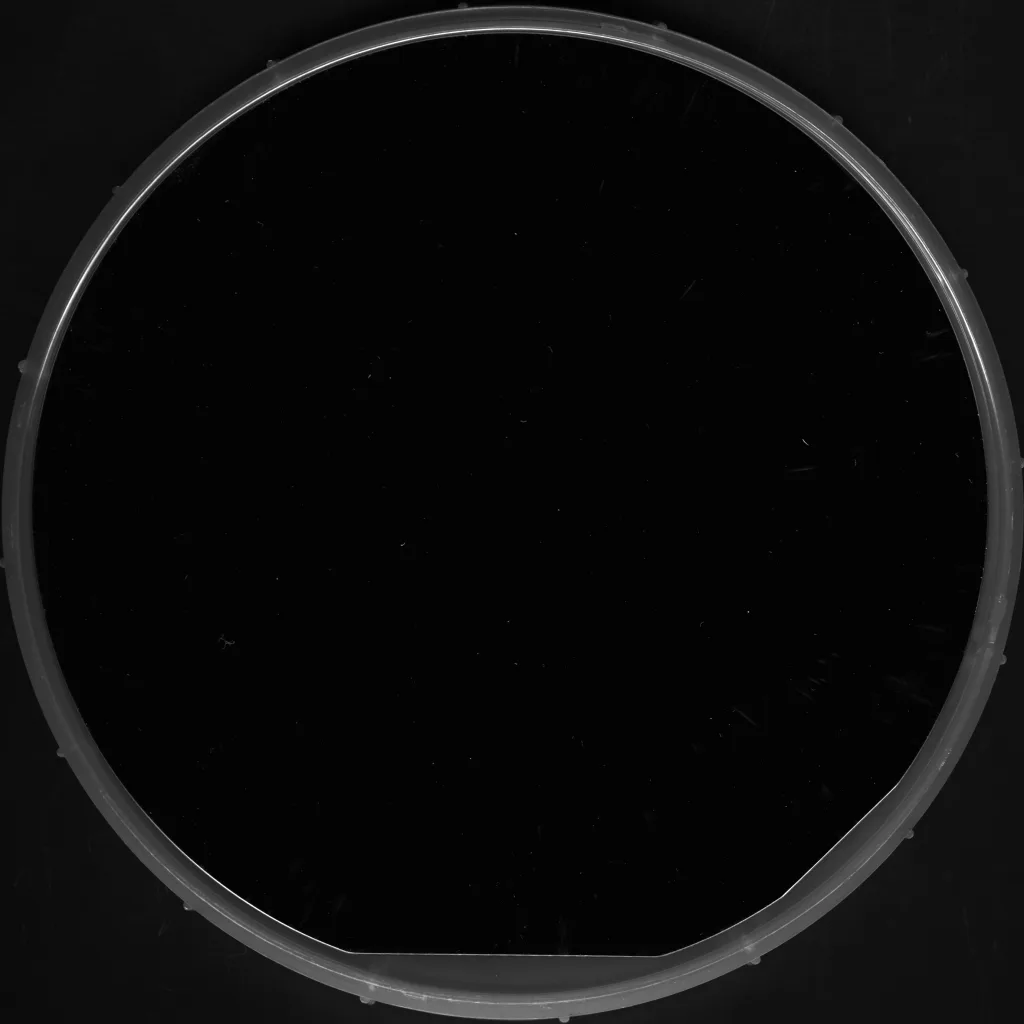
▲ ビフォー:通常撮像では鏡面が黒く沈み、表面の疵は見えない。
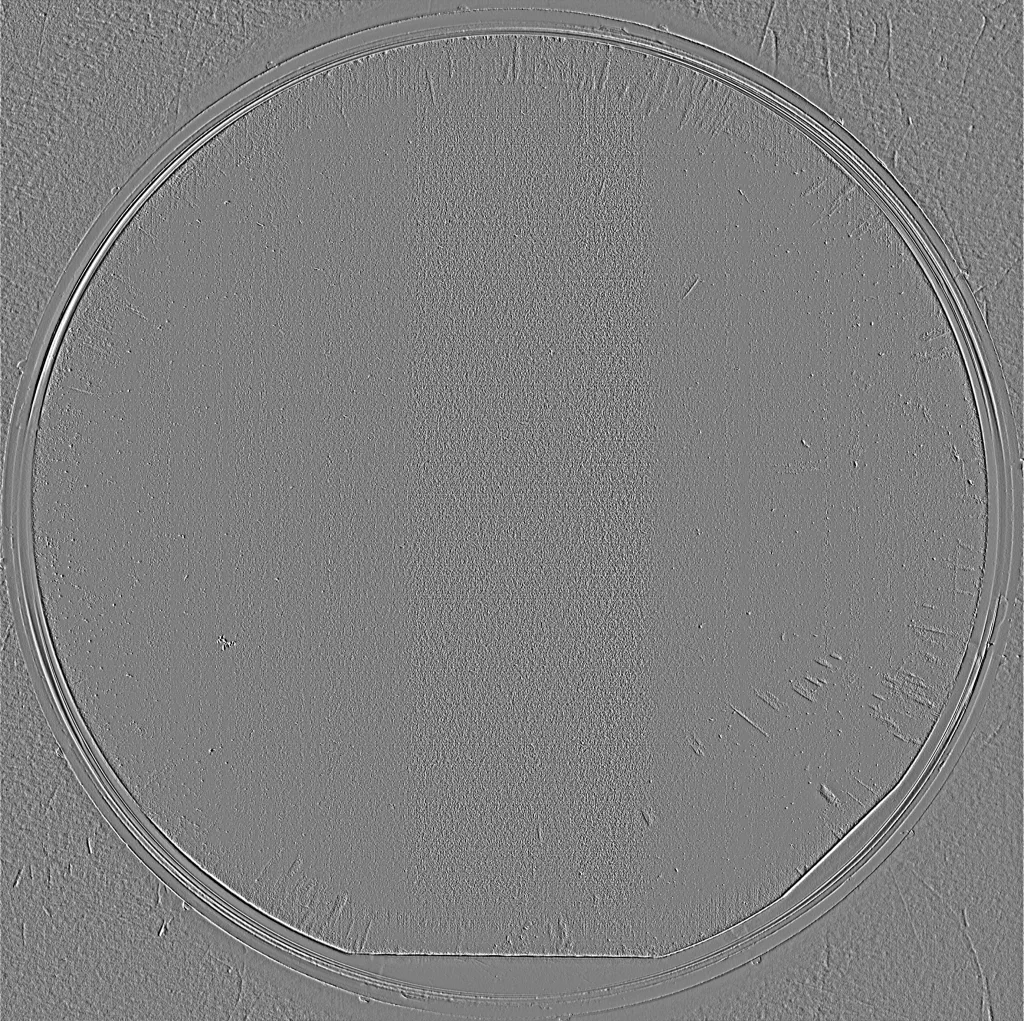
▲ アフター:TR-300の処理結果。肉眼・通常カメラでは見えない微細な研磨痕が鮮明に可視化される。
どうやって撮れたのか ― 「輝度」ではなく「形状」を見る
カギは、TR-300が見ているものが「明るさ」ではないという点にあります。
TR-300は、当社独自の3D画像化技術「FORESIGHT STEREO®」(フォトメトリックステレオを独自に発展させた技術)を搭載しています。複数方向から照明を制御しながら撮像し、その情報をもとに表面の凹凸情報を3D的に取得します。
ここがポイントです。たとえ全体が照明を正反射する鏡面であっても、疵があるその一点だけは面の向き(凹凸)が周囲とわずかに異なります。輝度(明るさ)ではなく形状(凹凸)を手がかりにするから、照明が画面に映り込んでいても、その下に隠れた微細な疵の「形」を拾い上げられるのです。
こうして得た3Dの表面情報に対し、AI異常検知ソフトウェア「E3 ENGINE®」が異常箇所を判定します。形状として浮かび上がった研磨痕やスクラッチを、AIが疵として捉える ― この「FORESIGHT STEREO®で形を取り、E3 ENGINE®で異常を見抜く」組み合わせが、鏡面という難敵への突破口になりました。
TR-300とは ― 動くラインの上で、全数を検査する
今回の鏡面ウェハの事例は、TR-300がもともと持つ強みの延長線上にあります。
- 凹凸を3D取得:色や柄に紛れる微細キズ、光沢面の凹みなど、2D(平面画像)では判別が難しい異常を高精度に検出します。
- 撮像→3D化→AI判定を約34ms※で完了:高速な処理により、連続搬送ライン上での全数検査が可能です。移動するライン上で画像の3D化検査を連続実行できる点が、技術的なブレークスルーです。(※処理速度・「業界最速クラス」はいずれも当社調べ)
- 幅広・長尺にも対応:ラインスキャンカメラと独自の照明制御により、4K/8K/16Kに対応。鋼板・フィルム・長尺金属部品など、幅広・長尺の製品にも適用できます。
これまでTR-300は、自動車部品、鋼板・金属シート・フィルム、電子・精密部品、化粧品容器・医薬品包装など、幅広い製品の全数検査を想定して開発されてきました。とりわけベアリングやメッキ加工品、曲面金属といった「光沢品」の検査で強みを発揮してきた技術です。
半導体シリコンウェハという、新領域への第一歩
光沢品の検査で培ってきたこの強みが、今回、半導体シリコンウェハの鏡面という、さらに難度の高い対象でも通用する可能性を示しました。
半導体・ウェハ製造の品質保証は、微細化・高集積化が進むほど要求が厳しくなる領域です。鏡面の微細疵を照明反射に左右されず捉えられたことは、この新領域へのひとつの可能性を確認したものと位置づけています。
もっとも、これはあくまで社内技術実証の段階です。半導体検査の課題をすべて解決したと申し上げるつもりはありません。今回の成果は、新たな超難検査対象への適用可能性を確認した「第一歩」です。ここからどのような価値を届けられるか、現場の声を伺いながら丁寧に検証を重ねてまいります。
おわりに
「鏡面の疵は撮れない」という常識に対し、TR-300は「輝度ではなく形状を見る」という発想で一つの答えを示しました。鏡面・光沢面の検査に課題を抱える現場の皆さま、そして半導体・ウェハ製造の品質保証に携わる皆さまにとって、本記事が新しいアプローチを知るきっかけになれば幸いです。
鏡面・光沢面・シリコンウェハなど、検査が難しい対象でお困りではありませんか?
TR-300によるデモや技術相談を承っております。「自社のこの対象物は検査できる?」といったご相談も歓迎です。株式会社TOMOMI RESEARCH公式サイトのお問い合わせフォーム、またはお電話・メールよりお気軽にご連絡ください。
- 公式サイト:https://www.tomomi-research.com/
- お問い合わせ:info@tomomi-research.com / Tel: 0466-54-9003

